- Enciclopedia de Electronica
- contact@elpedia.ro
Măsurarea parametrilor electrici ai regimului de sudare la instalatii de sudat sub presiune
Relansare ELpedia – Enciclopedia Electro
01/04/2013Instalatia de sudare THYROTIG 220 AC/DC Lincoln Norweld
02/04/2013Măsurarea parametrilor electrici ai regimului de sudare la instalatii de sudat sub presiune
1.1. ASPECTE GENERALE – SUDARE SUB PRESIUNE
Particularităţile măsurării parametrilor electrici ai regimului de sudare în cazul unor astfel de aplicaţii rezultă în principal din valorile foarte mari ale curentului de sudare, din forma particulară a undei de curent, care se abate mult de la sinusoidă, precum şi din durata extrem de scurtă a procesului de sudare.
Efectuarea măsurătorilor şi însăşi concepţia schemei de măsurare, trebuie făcute luându-se de asemenea în considerare posibilitatea apariţiei unor puternice câmpuri magnetice perturbatoare.
1.2. CURENTUL DE SUDARE
Valorile foarte mari ale curentului de sudare debitat sub tensiuni mici, de ordinul de mărime ai numai câţiva volţi, fac neraţională intercalarea unui transformator de curent obişnuit în circuitul de sudare. De asemenea, plasarea unui transformator de curent în primarul transformatorului de sudare, poate afecta cu erori mari măsurarea datorită curentului de magnetizare şi în special din cauza fenomenelor tranzitorii care intervin la conectarea transformatorului de sudare, a căror durată poate avea ordinul de mărime al procesului de sudare. Pentru a putea utiliza un instrument de măsură obişnuit, de exemplu unul analogic, durata procesului de sudare trebuie să fie mai mare decât timpul de amortizare a ocilaţiilor indicatorului din instrument (1-3 s), ceea ce în situaţia de faţă nu este cazul.
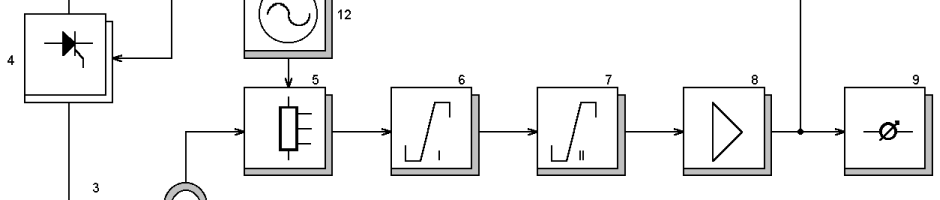
Măsurarea precisă a unor curenţi de scurtă durată se poate face cu circuite în genul celui prezentat ca exemplu în fig. 1

Fig. 1 – Masurare precisa de scurta durata
Informaţia de curent se culege pe o bobină toroidală, de preferinţă flexibilă, care, pe durata măsurătorii îmbrăţişează un braţ al maşinii, adică conductorul parcurs de curentul care se măsoară. Bobina fiind înlănţuită cu fluxul magnetic excitat de către curentul de sudare, valoarea instantanee a tensiunii electromotoare care se induce în ea este proporţională cu produsul dintre o constantă depinzând de bobină şi derivata în raport cu timpul a curentului. Deci pentru a dispune de un curent proporţional cu valoarea momentană a curentului şi nu cu derivata lui în raport cu timpul, în lanţul de măsurare trebuie să intervină un prim etaj de integrare.
Primarul 3 al transformatorului de sudare este alimentat de la reţea prin intermediul blocului cu tiristoare 4. Bobina toroidală 1, plasată în circuitul de sudare alimentat de secundarul 2 al transformatorului, furnizează un semnal aplicat la intrarea în atenuatorul calibrat 5, a cărui rost este de a putea modifica în trepte, după nevoie, domeniul de măsurare. Semnalul de ieşire din atenuator este aplicat unui prim etaj integrator 6, a cărui mărime de ieşire este proporţională cu valoarea instantanee a curentului de sudare. Al doilea integrator, 7, preia acest semnal, furnizând la ieşire un semnal proporţional, după dorinţă, cu valoarea efectivă, valoarea medie sau cu sarcina electrică ( òidt ).
Semnalul de ieşire al celui de al doilea integrator este amplificat prin amplificatorul 8 şi aplicat unităţii de memorie şi afişare 9.
Unele aparate de acest fel permit de asemenea măsurarea celei mai mari valori ale amplitudinii undei de curent, chiar şi în situaţia când amplitudinea variază de la semiperioadă la semiperioadă iar durata impulsului de curent este de mai multe perioade.
Durata cea mai mică a impulsului de curent la care se utilizează asemenea scheme, este de o jumătate de perioadă la 50 Hz.
Pentru etalonare serveşte blocul de etalonare 12, care furnizează o tensiune sinusoidală cunoscută.
În unele cazuri schema arătată este utilizată şi pentru realizarea reacţiei de curent (feedback), când în elementul de comparaţie 11 se compară valoarea realizată cu valorea de referinţă dată de elementul 10, semnalul de eroare influenţând în mod corespunzător blocul de comandă 4.
Pentru un spor de precizie, s-au elaborat şi metode de măsurare a parametrilor electrici pentru regimul de sudare la instalatii de sudat sub presiune, la care traductorul de curent este un şunt, de construcţie specială, cu inductanţă foarte mică intercalat în circuitul de sudare. Sporul de precizie se obţine datorită eliminării şi simplificării unor etaje din lanţul de măsurare, reducerii erorilor datorită armonicilor superioare şi a componentei continue din unda curentului de sudare şi altele. Rezistenţa şuntului fiind de ordinul a 5×10-6 ohm, el nu modifică comportarea echipamentului de sudare. Valoarea mică a semnalului de ieşire reclamă însă intercalarea unui amplificator în lanţul de măsurare, precum şi ecranarea îngrijită a cablului de legătură la şunt, împotriva influenţei fluxurilor magnetice variabile în timp produse de către curentul de sudare.
1.3. REZISTENŢA ELECTRICĂ A ZONEI DE SUDARE
Măsurarea acestui parametru este utilă la toate procedeele de sudare electrică prin suprapunere. Conţinând atât rezistenţa volumică a căii pe care curentul de sudare o parcurge în interiorul pieselor de sudat, cât şi rezistenţele de contact electrod-piesă şi piesa-piesa, ea poate fi o măsură a stării de pregătire a suprafeţelor pieselor de sudat, a stării electrozilor, a forţelor de apăsare şi a corectitudinii de suprapunere a pieselor.
Un exemplu de dispozitiv cu care se poate face o astfel de măsurătoare este cel prezentat în fig. 2.

Fig. 2 – Masurare rezistenta electrice zona sudare
Măsurarea se face în afara maşinii de sudat, astfel:
Piesele de probă, identice cu cele de sudat,sânt strânse între electrozii 3, 4, de formă reglementară. Forţa de apăsare necesară P este dezvoltată de către blocul 5. Curentul I, de regulă 20A, este obţinut de la redresorul 6 alimentat cu tensiunea variabilă de către etajul 7 permiţând în acest fel realizarea şi menţineriea constantă a valorii dorite pentru acest curent. În aceste condiţii instrumentul de măsură a căderii de tensiune pe rezistenţa de contact poate fi gradată direct în microohmi.
Există de asemenea metode de măsurare a rezistenţei zonei de sudare chiar a pieselor de sudat strânse între electrozii maşinii de sudat. Operaţia de măsurare se execută înaintea lansării curentului de sudare. Pentru a face posibilă o asemenea măsurare în condiţiile în care rezistenţa zonei de sudare este şuntată de către circuitul secundar al maşinii de sudat, se utilizează un curent de măsurare cu frecvenţă ridicată, mai mare de 1 kHz. La această frecvenţă impedanţa căii de şuntare este foarte mare în raport cu rezistenţa de măsurat, astfel încât nu mai deranjează. Metoda permite supravegherea curentă a operaţiei de sudare, putând sta la baza realizării unei legături inverse, capabilă să comande echipamentul de sudare.
Author: Emil MATEI
http://www.elpedia.ro
